前回に続きeSun ABS+のテストです。
あれから改善を試みていますが、やはり積層強度が上がりそうにないですね、、、
前編はコチラ
eSun ABS+
ノズル温度と積層ピッチ
今度はノズルの温度を推奨温度を超えた270℃にしてみました。
ついでに積層ピッチ(積み上げる1レイヤーの高さ)を0.05mm下げたものもプリントしましたが、途中で崩壊したようです。




特に260℃のものと強度が変わった印象話ですね。
やはりABSで薄いものは向いてないのでしょうか、、、。
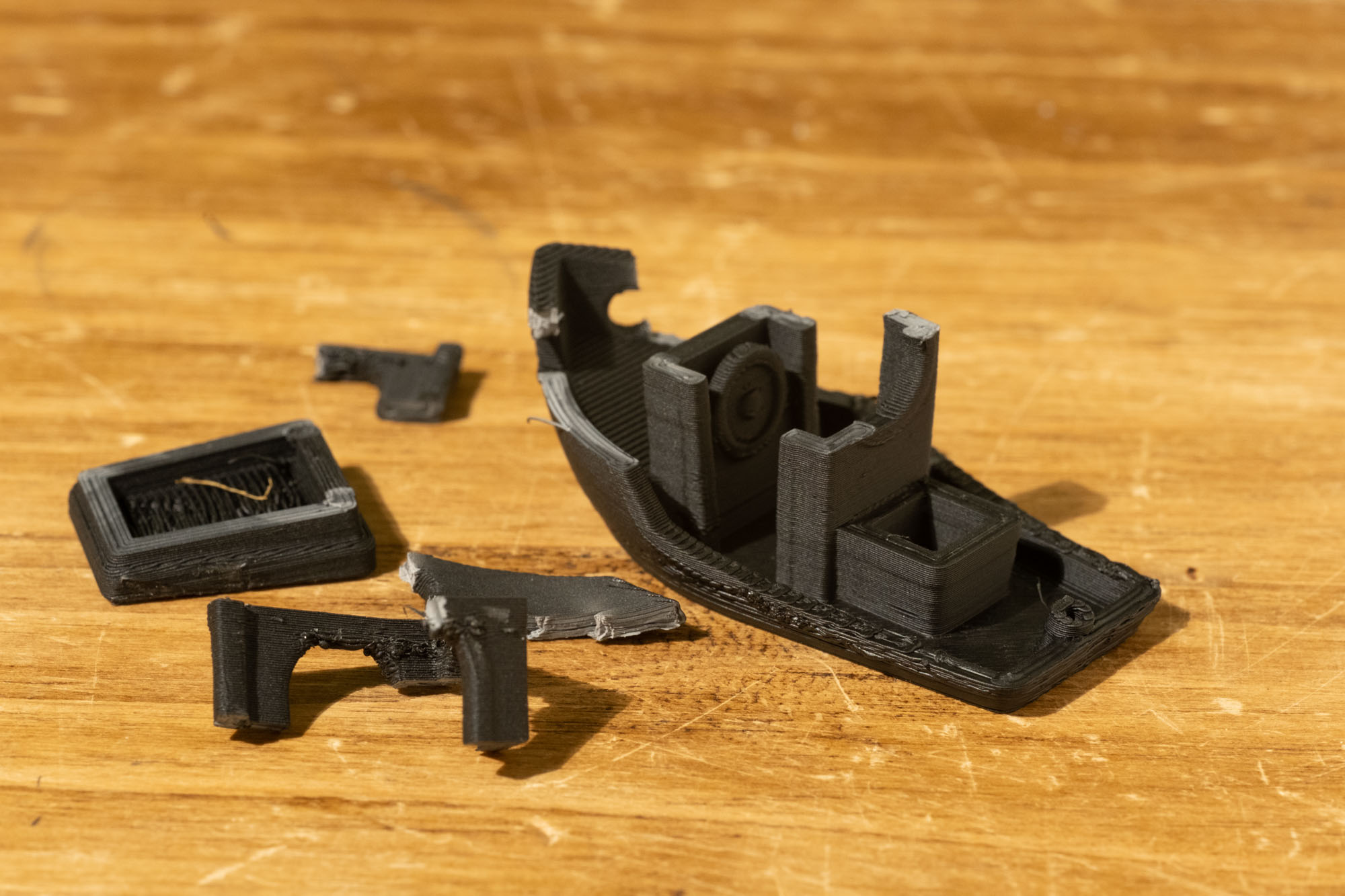
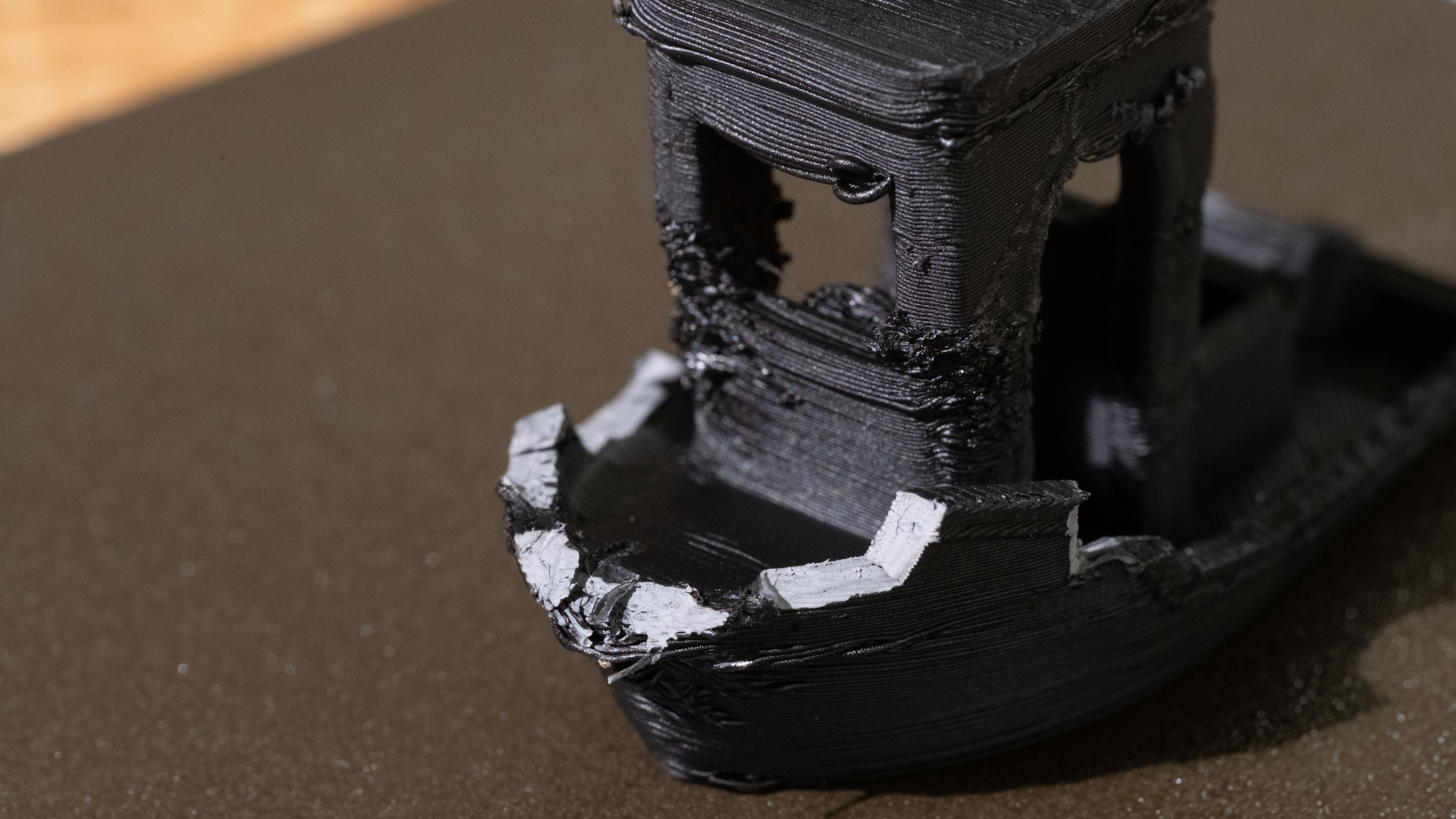
硬い感じはするのですが、むしり取ったボートの断面を見ても外周同士の境目がはっきり出ていて溶け合ってないのがわかります。
Twitterでは造形を犠牲にしてファンを少しでも回すとダメで、さらに線幅を0.6mmにすると強度が増えたなんて話もありまして、このことからも先にプリントしたフィラメントと溶け合わないから強度が出ないんでしょうね。
射出率 1.12
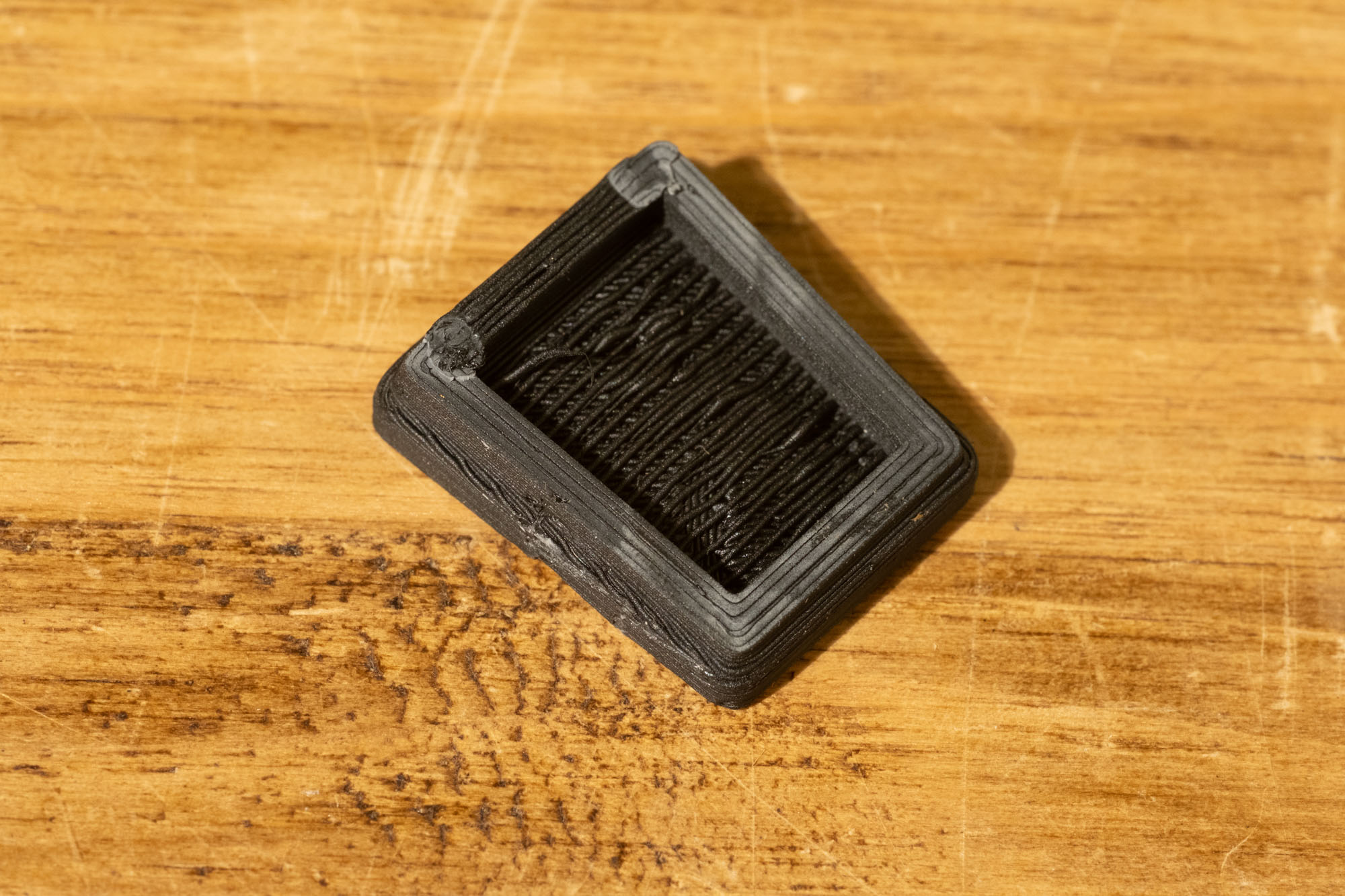
射出率(フィラメントの入力)を1.12まで上げてみました。
船の底は時間短縮のためプリントしていません。
結果としては積層割れは変わらずします。
とはいえ破壊するときの抵抗は上がっている感じはするので強度は出ているかもですね。
オーバーハングの荒れは射出率が上がっているのと、少しファンを弱めた結果だと思います。




ファン OFF ドラフトシールド ON
Twitterで情報をいただき、ファンをOFFにしてプリントしていると教えていただきました。
Prusa MINIの場合さらにドラフトシールドをONでどうかとの事だったのでやってみました。
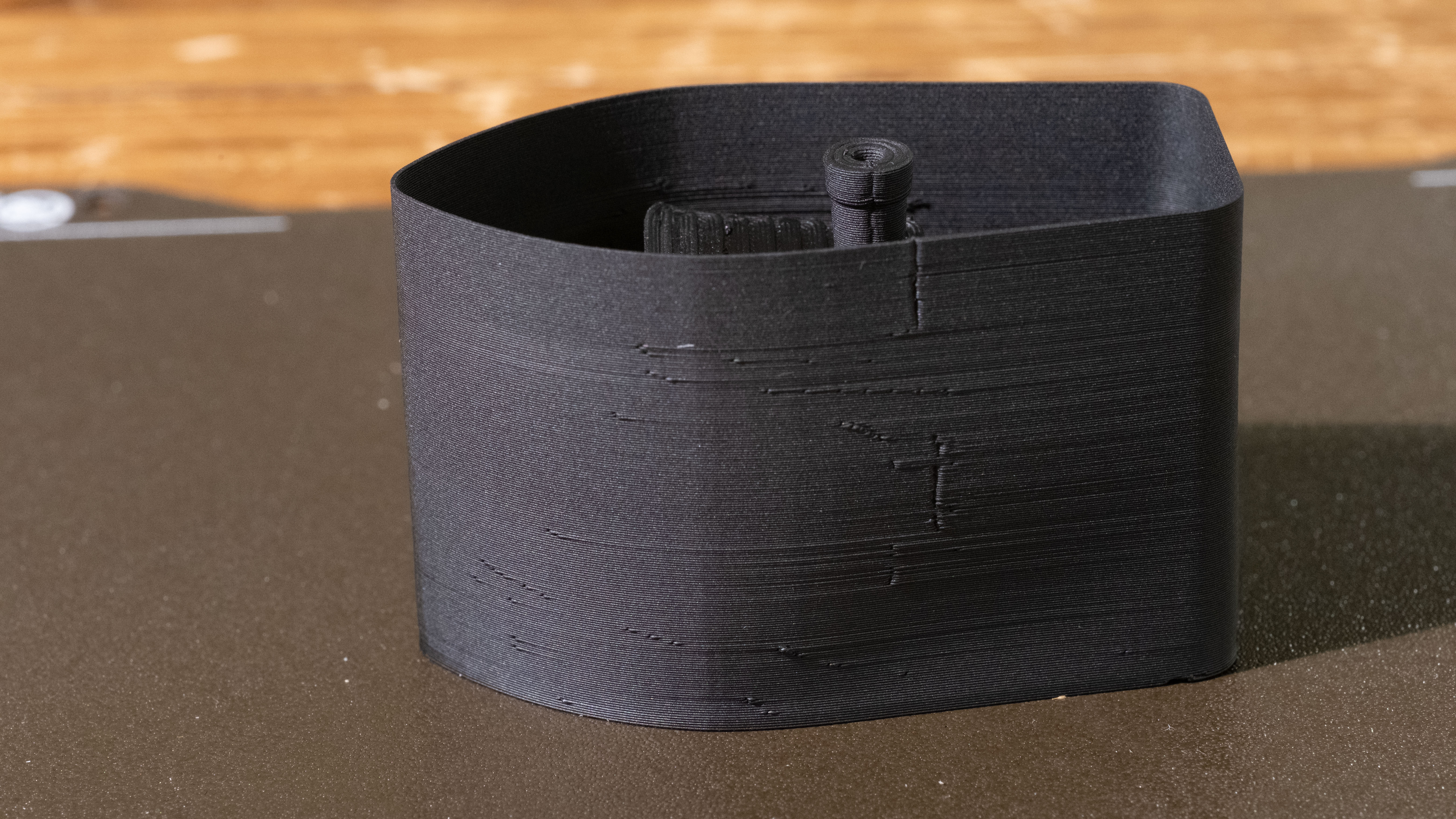


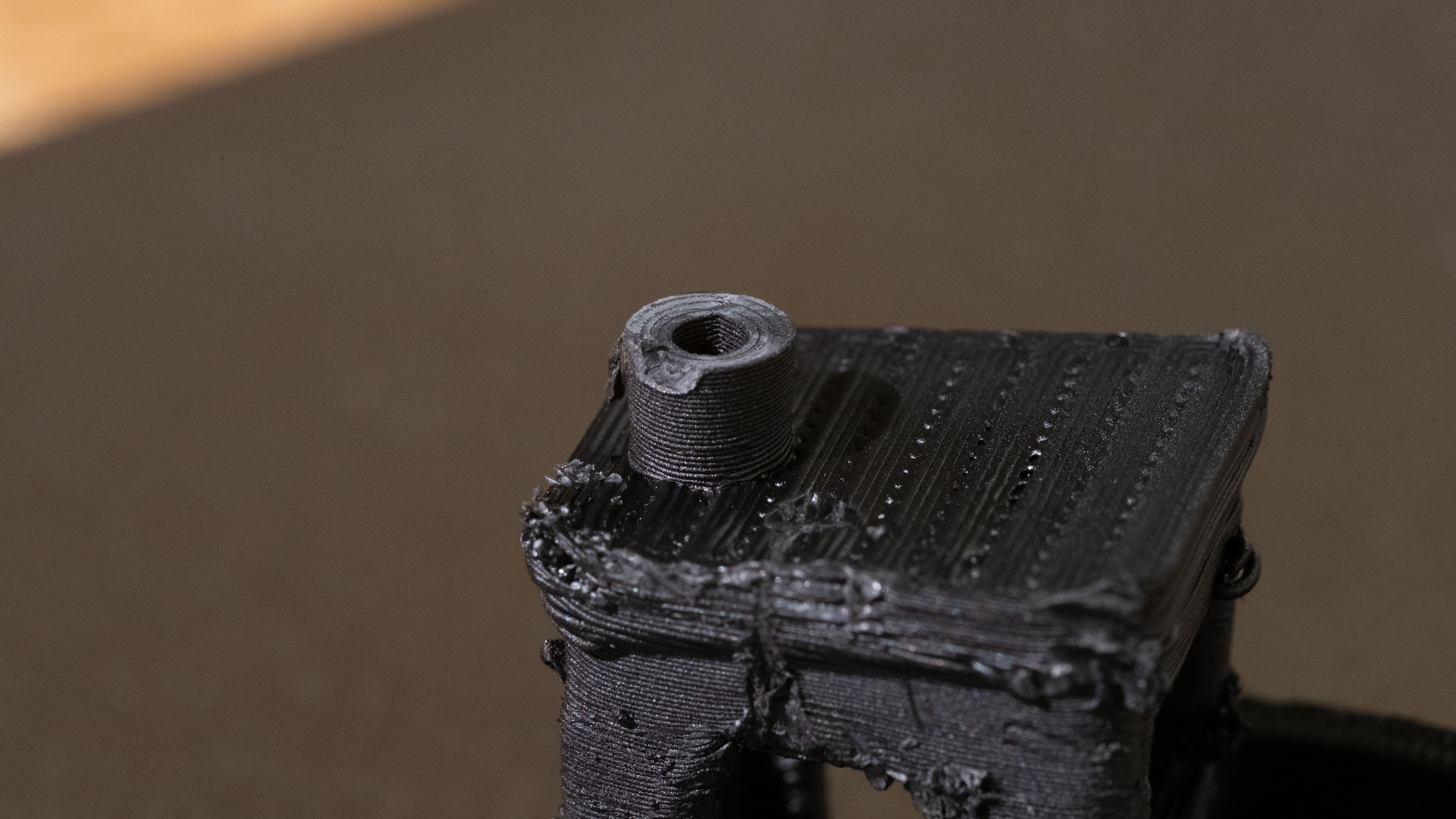
強度的には明らかに良い感じ(船室の屋根砕くのは硬くて諦めた)ですが、造形が酷いですよね、、、。
煙突が少し上で割れているのは天井部分が終わり煙突だけのプリントになったタイミングで1レイヤーごとの印刷時間が短くなり、ファンがONになりました。
ファンを切ることで明らかに積層強度が増したのは感じることができたのですが、造形がひどすぎてどうしたものかといった感じです。
仮にエンクロージャーを用意した所でファンを付けてしまうと積層強度は保てなさそうです。
結論
ちょっとeSunのABS+はあきらめようかと思います。
耐熱が必要な箇所には使えますが、Prusa MINIでは積層強度と造形の両立は難しそうです。
強度だけが必要な時はeSunのPLA+を使うかPCブレンドのようなフィラメントを使うようにして、耐熱が必要な場合は普通にABSを使う事にします。
まぁ残念ですが仕方ないですね、、、。
追記
eSUNのABSを購入して使っていますが、エンクロージャーに入れたPrusa MINI+でプリント時にはやはりドラフトシールドを使いますが寸法精度もそこまで悪くなく使えています。
(Y軸が前後に動く3Dプリンターはベッド上の温度が安定しないのでエンクロージャーがあってもドラフトシールド使った方が良いです。)
反りなんかは結構あるのでPEIシートにスティックのりかケープを使えば大丈夫です。
積層強度もあっていい感じです。





コメント