こんにちはふうです。
最近Tiwitterで何件か3Dプリンターでプリント時に起こるフィラメント漏れのトラブルを見かけたのでフィラメント漏れの仕組みを解説してみようと思います。
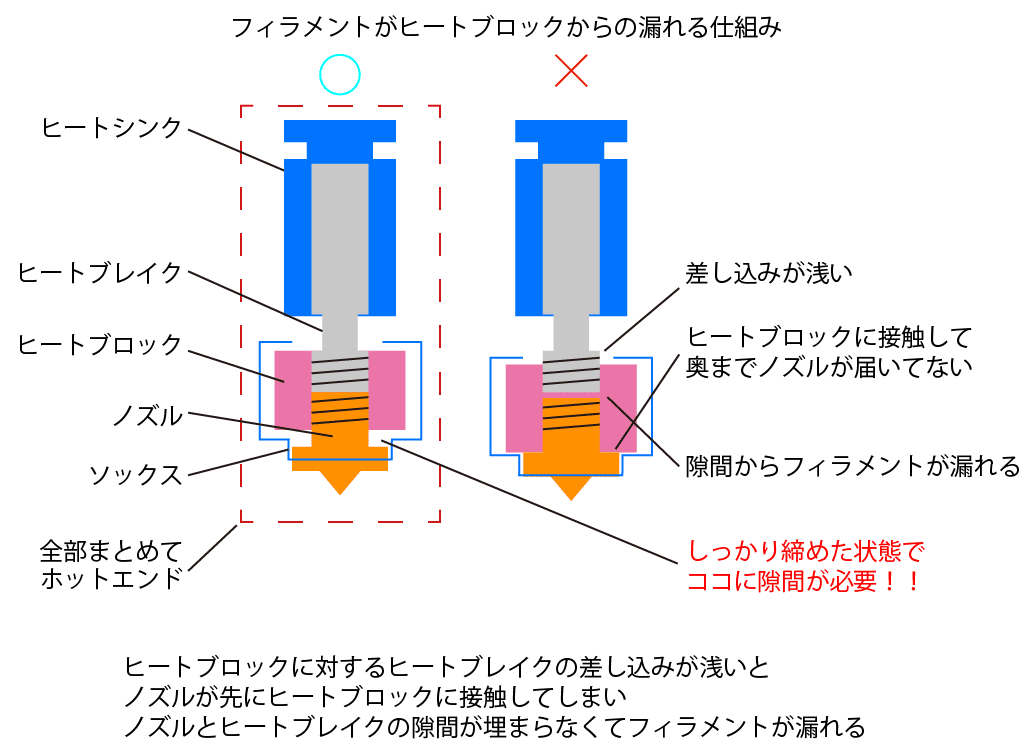
フィラメントはどこから漏れる?
基本的には下図のとおりですが、ノズルとヒートブレイクがしっかりと接触していないとネジの隙間からフィラメントが漏れ出します。
使用しているフィラメントによって漏れにくいものと漏れやすいものがあり発見が遅れることが多いです、たぶんPETGの方が漏れやすい(粘度が高いから?)。
買ったときは問題なくてもグリスを塗り直したりパーツ交換時に間違って組み付けていることがあります。
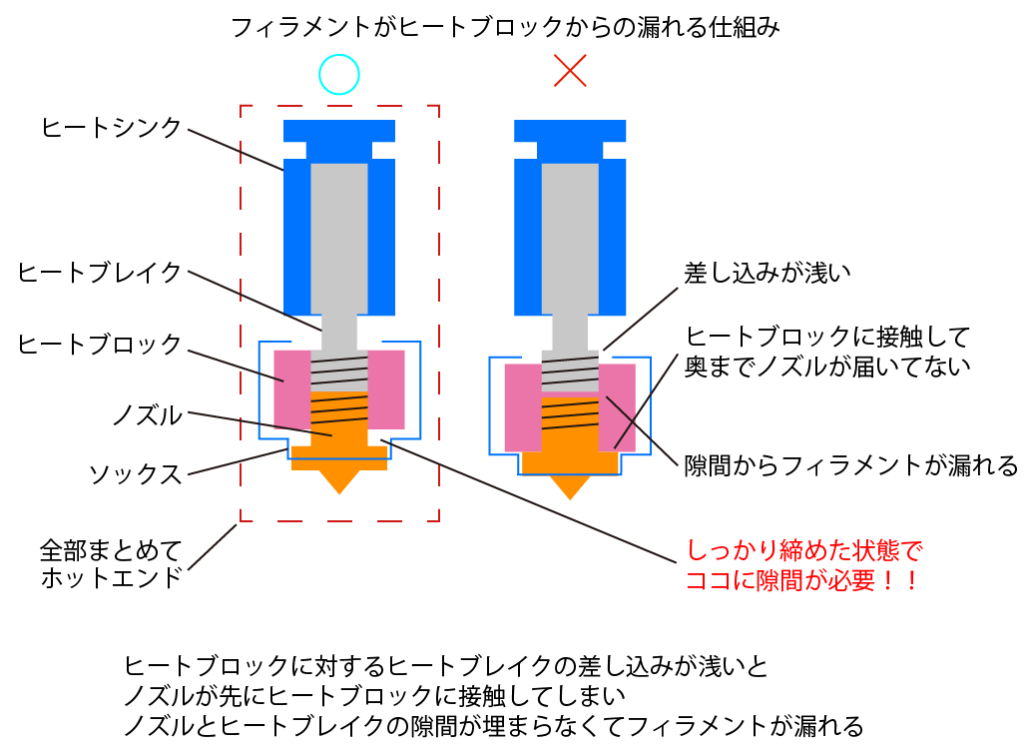
ホットエンド組立時にヒートブレイクとヒートブロックは先に組み付けるわけですが、この時ねじ込みが浅いとノズル装着時にノズルの後端とヒートブレイクに接触する前にノズルがヒートブロックに接触してしまい、ノズルとヒートブレイクの間に埋まらない隙間が出来てしまいます。
グリスアップ
冷却対策のためヒートブレイクとヒートシンクの接触面にはグリスを塗っておくことをお勧めします。
ヒートブロックの熱は上部に伝えたくないためヒートブレイクとホットエンドにはグリスを塗らないでください。
グリスはCPU用の物で良いですが、CPU以上に高温になるはずなので出来れば200℃以上が確認されているグリスを利用する方が良いと思います。
200℃になる前に冷却されないとまずいでしょうし、大体のCPUグリスは温度の確認をしていないだけで実用上問題は無いと思いますが、、、。

組みつけの目安
ではどうすれば防げるのか?
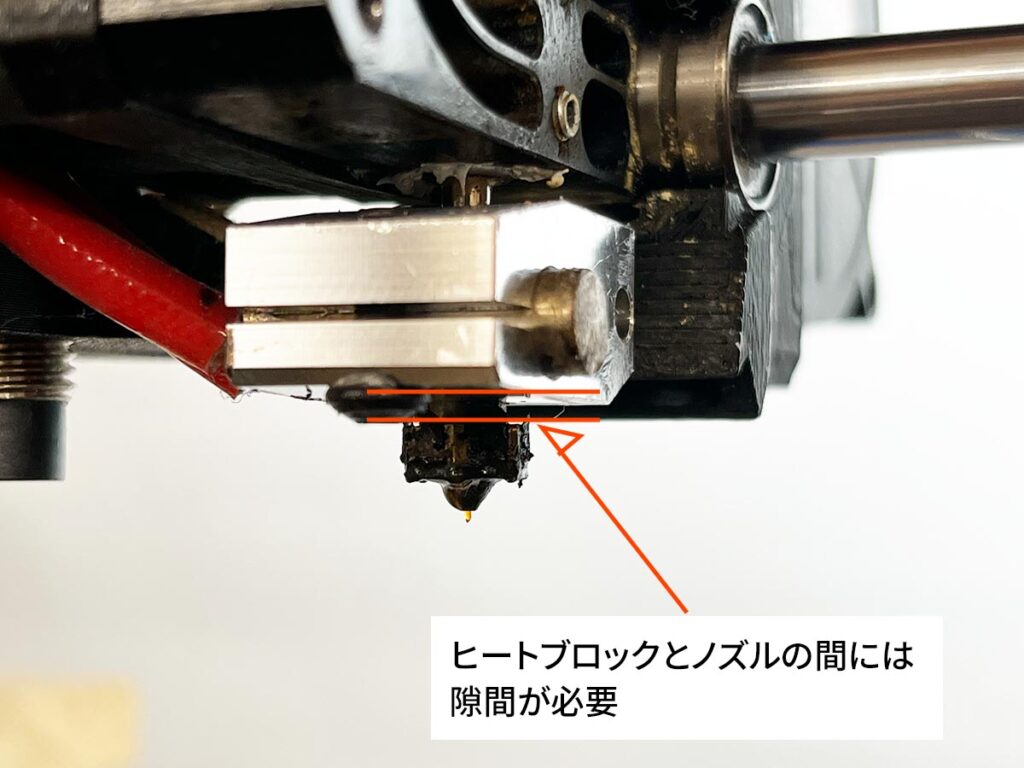
目安としてはヒートブロックの上面とヒートブレイクのねじ込み部上面がツライチになるように装着します。
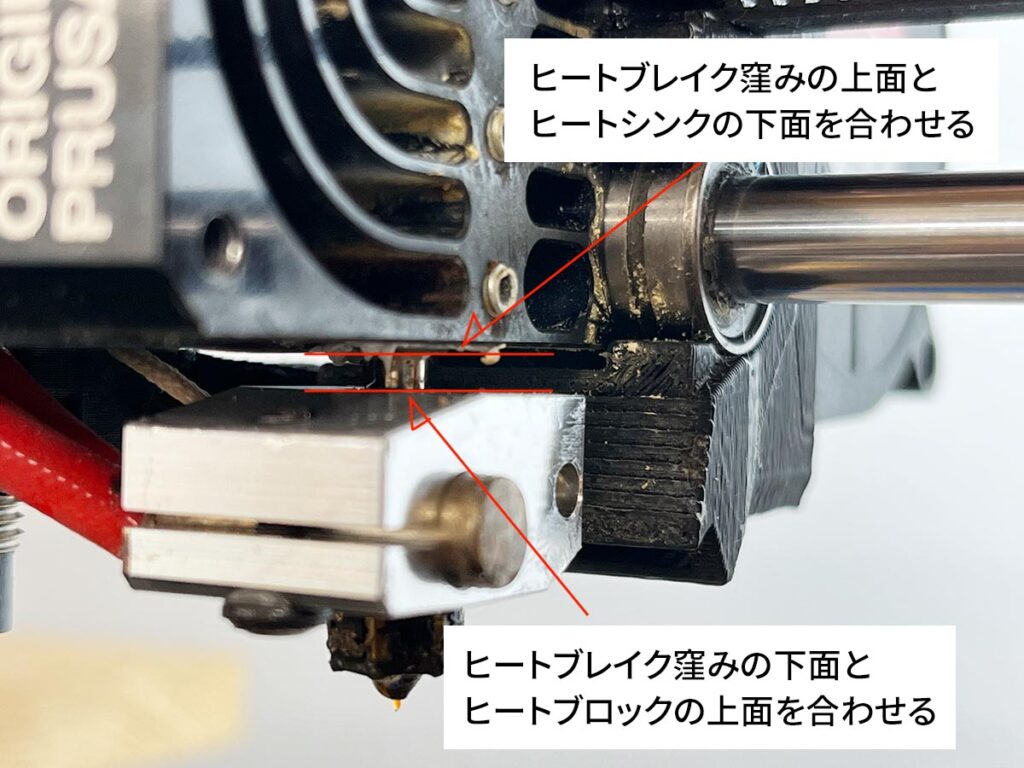
そうすると通常はノズルの上面がヒートブロック下面に接触することなくヒートブレイクと接触してくれるはずです。本体に組付ける前に一度ノズルを入れてノズルとヒートブロックに隙間が出来るか確認してください。
熱間締め
外すときは勿論ですが、ノズル装着時にはノズル温度をしっかり上げて(上がる範囲で240℃~280℃程度)増し締めしてください。
高温で増し締めすることによりノズルとヒートブレイクの接触面にシール効果が発生し(この辺の仕組みはよく理解できていません)漏れなくなるそうです。
フィラメント漏れを起こすと汚れや造形品への影響も大きくなるので気を付けて組付けてください。
一部の機種を除いて3Dプリンターは自分で修理することが前提の機械なので仕組みをきちんと理解して組み付けることが必要です。
これを機に一度ミスしていないかチェックしてみてください。

コメント